
The Efficiency of Quality Submerged Flight Conveyors in Industrial Applications
Release time:
Jul 16,2025
A quality submerged flight conveyor is an essential component in industries requiring efficient material handling, particularly in wastewater treatment, food processing, and chemical plants.
A quality submerged flight conveyor is an essential component in industries requiring efficient material handling, particularly in wastewater treatment, food processing, and chemical plants. Designed to operate under liquid surfaces, this conveyor system ensures smooth, contamination-free transportation of solids and semi-solids.
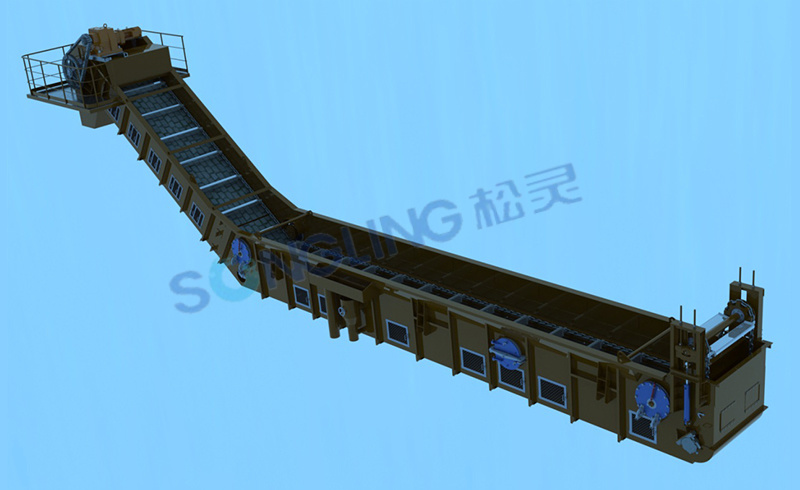
One of the key benefits of a quality submerged flight conveyor is its durability. Built with corrosion-resistant materials like stainless steel, it withstands harsh environments while maintaining optimal performance. The enclosed design minimizes spillage and reduces odor, making it ideal for sanitary applications.
Another advantage of a quality submerged flight conveyor is its energy efficiency. The submerged operation reduces friction, lowering power consumption compared to traditional conveyors. Additionally, its customizable flight design allows for precise material movement, enhancing productivity.
Maintenance is simplified with a quality submerged flight conveyor, thanks to its robust construction and easy-access components. Regular inspections ensure long-term reliability, reducing downtime and operational costs.
In summary, investing in a quality submerged flight conveyor guarantees efficient, low-maintenance material handling for demanding industries. Its superior design and performance make it a smart choice for businesses prioritizing productivity and sustainability. Choose a quality submerged flight conveyor for seamless, reliable operations.
Related News
Share
Contact Us
No. 28 Liuzhou Road, Jiaozhou, Qingdao, Shandong, China

Material Cooling, Drying and Conveying Solutions





© Qingdao Songling Environmental Technology Co.,Ltd.