
Innovations in CFB Boiler Bottom Ash Handling System Enhance Industrial Efficiency
Release time:
Sep 17,2025
In the power generation and heavy industrial sectors, the Circulating Fluidized Bed (CFB) boiler has become a core technology due to its fuel flexibility and high combustion efficiency. However, the management of residual materials, particularly bottom ash, remains an operational challenge. The CFB boiler bottom ash handling system is designed to address this issue, ensuring safety, environmental compliance, and continuous production.
In the power generation and heavy industrial sectors, the Circulating Fluidized Bed (CFB) boiler has become a core technology due to its fuel flexibility and high combustion efficiency. However, the management of residual materials, particularly bottom ash, remains an operational challenge. The CFB boiler bottom ash handling system is designed to address this issue, ensuring safety, environmental compliance, and continuous production.
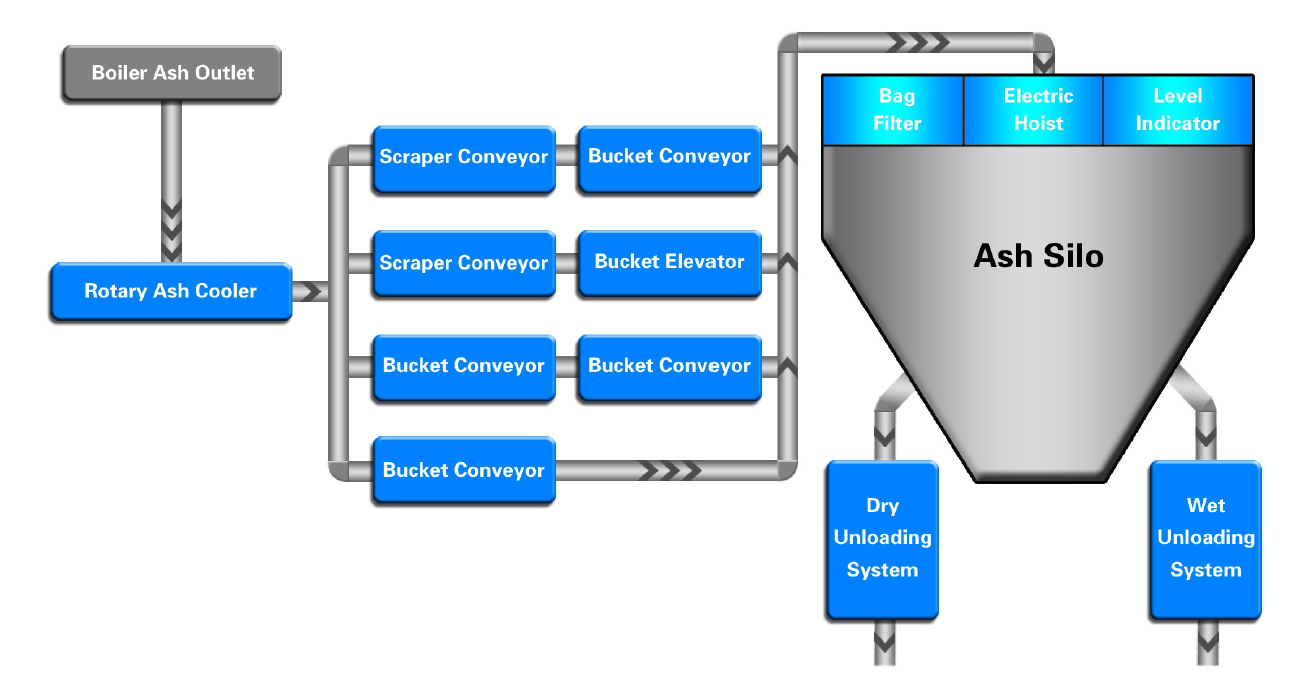
A typical CFB boiler bottom ash handling system includes several integrated components: coolers, conveyors, crushers, and dust suppression units. These systems are responsible for the extraction, cooling, size reduction, and transport of bottom ash discharged from the furnace. Given the high temperature and abrasive nature of the ash, equipment must be robust and thermally resistant. For instance, rotary coolers or water-cooled screw conveyors are often employed to reduce the temperature of ash from hundreds of degrees Celsius to a manageable level, allowing safe downstream handling and transport.
Companies like Qingdao Songling offer engineered solutions in this field. Their systems are applied across thermal power plants, cogeneration facilities, and industrial boilers using coal, biomass, or alternative fuels. The primary function is to ensure uninterrupted boiler operation by automatically and continuously removing bottom ash, thereby avoiding accumulation that could lead to shutdowns or equipment damage. Moreover, effective handling allows the recovered ash to be repurposed in construction materials such as cement or bricks, supporting circular economy practices.
Application areas extend beyond power generation to include metallurgical, chemical, and waste-to-energy plants—any setting employing CFB technology. In these contexts, a well-designed bottom ash handling system contributes to reducing downtime, minimizing manual labor, and mitigating dust and thermal hazards.
Key technologies often involve dry, semi-dry, or wet ash extraction methods, with selection based on specific environmental policies and site conditions. Dry systems are increasingly favored for their water conservation benefits and potential material recovery value.
In summary, the CFB boiler bottom ash handling system is an essential auxiliary setup that supports operational continuity, safety, and sustainability. Its role is critical in maintaining the performance of CFB-based energy and industrial production systems while enabling the reuse of by-products.
Related News
Share
Contact Us
No. 28 Liuzhou Road, Jiaozhou, Qingdao, Shandong, China

Material Cooling, Drying and Conveying Solutions





© Qingdao Songling Environmental Technology Co.,Ltd.